Pitturazioni industriali su metallo: il metodo Work Service per un risultato che dura
Nel mondo industriale la pitturazione su metallo non è “una mano di colore”. È un ciclo protettivo che deve resistere nel tempo: umidità, ossidazione, urti, agenti chimici, polveri e lavaggi.
Perché il metallo “non perdona”
Il metallo è liscio e non poroso: l’adesione della vernice dipende dalla preparazione (pulizia, rugosità controllata, stabilità). Anche piccole contaminazioni (polvere, grasso, umidità/condensa) possono restare tra metallo e vernice e causare difetti come bolle, distacchi e corrosione sottofilm.
Il nostro approccio: ciclo controllato, non improvvisazione
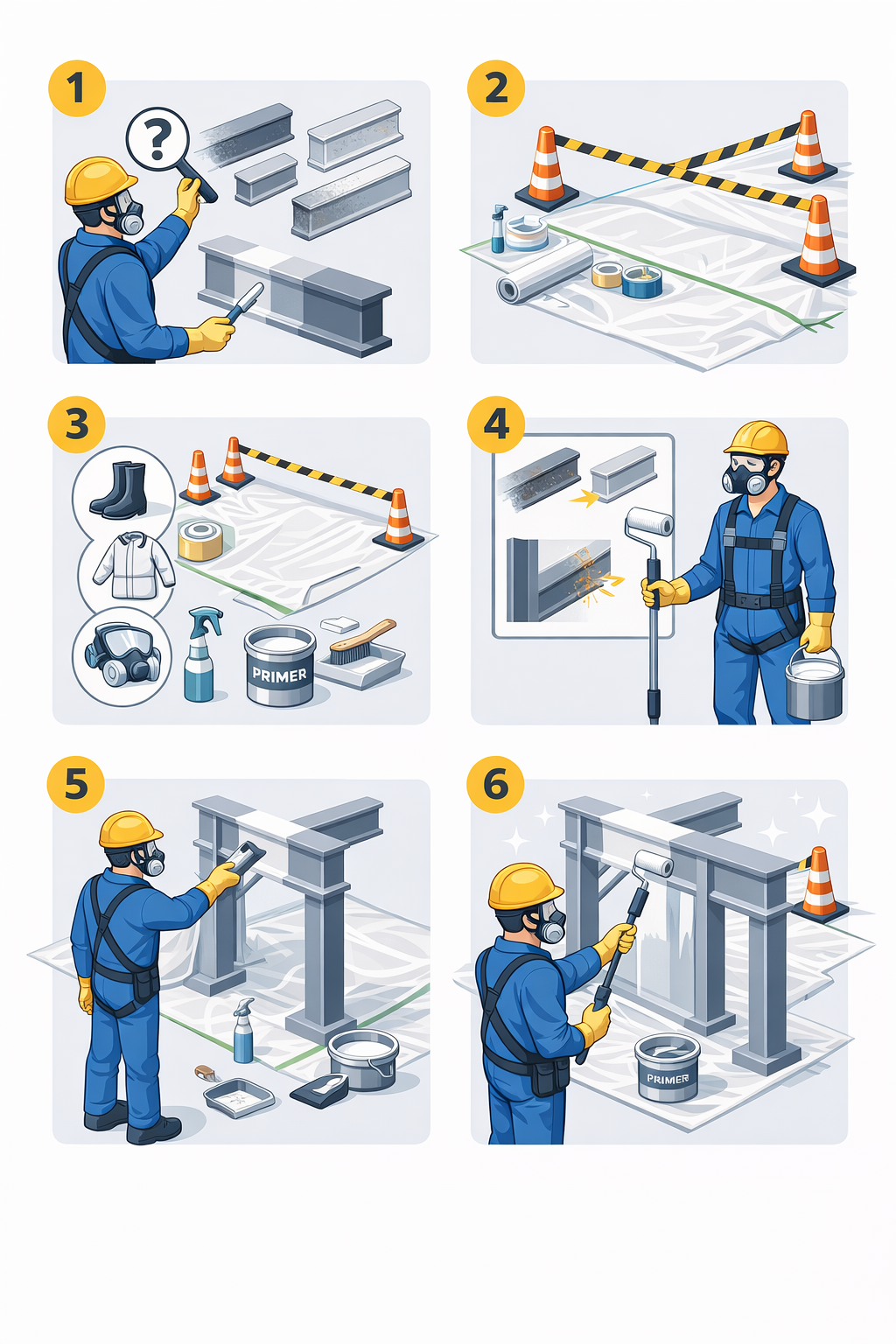
- Identificazione del metallo e del suo stato (nuovo, zincato, già verniciato, ruggine superficiale/degradata).
- Preparazione dell’area (delimitazione, protezioni, aerazione e illuminazione).
- Preparazione della superficie (rimozione ruggine/vecchia vernice + pulizia/sgrassaggio).
- Primer (barriera anticorrosiva + adesione della finitura + uniformità).
- Finitura (tecnica a rullo per uniformità, spessore e resa estetica).
- Controlli finali (copertura, assenza ruggine, colature, adesione del film).
1) Prima cosa: che metallo è?
Ogni metallo richiede una preparazione diversa. Esempi tipici:
- Acciaio al carbonio: tende ad arrugginire facilmente → rimozione ruggine/calamina + primer anticorrosivo specifico (es. epossidico o al fosfato di zinco).
- Acciaio zincato: rischio scarsa adesione → sgrassaggio accurato + opacizzazione leggera + primer per zincato o promotore di adesione.
- Acciaio già verniciato: se in buono stato si pulisce e opacizza; se degradato si rimuove fino a metallo sano.
2) Preparazione dell’area: ordine = qualità
- Delimitazione (cartelli, nastro, barriere): evita accessi e contaminazioni.
- Protezioni (teli, carta, nastro da mascheratura): pavimenti, macchinari, quadri elettrici, tubazioni, superfici sensibili.
- Aerazione: riduce rischi da vapori e aiuta un’asciugatura uniforme.
- Illuminazione: fondamentale per vedere difetti, sporco e uniformità di stesura.
3) Sicurezza e DPI: standard operativo
La pitturazione su metalli comporta rischi (polveri, vapori, solventi, attrezzature, lavori in quota). Per questo:
- DPI sempre adeguati (vie respiratorie, occhi, mani, corpo, piedi).
- Procedure specifiche per lavori oltre 2 metri (anticaduta), uso scala e piattaforme elevabili.
- Schede di sicurezza (SDS) disponibili e consultate prima dell’uso dei prodotti.
4) Preparazione superficiale: la parte che fa davvero la differenza
Obiettivo: una superficie pulita, solida e leggermente rugosa per favorire l’adesione del primer.
In base al caso si interviene con:
- Smerigliatura: ruggine estesa/profonda, vernice molto deteriorata, ossidazioni dure/calamina.
- Spazzolatura metallica: ruggine superficiale, rifinitura dopo smerigliatura, zone localizzate.
- Carteggiatura: uniformare e creare rugosità controllata (attenzione a spigoli e saldature).
Pulizia e sgrassaggio (dopo la rimozione meccanica)
- Rimozione polveri (aria compressa se disponibile o spazzola morbida).
- Panni puliti e senza lanugine (mai stracci “contaminati”).
- Sgrassaggio con solventi idonei solo se previsto dal ciclo.
5) Preparazione prodotto: primer e finiture senza scorciatoie
Per i prodotti bicomponenti: rapporto A+B e tempi sono sacri.
- Mai modificare il rapporto di miscelazione.
- Preparare solo la quantità utilizzabile entro il pot-life.
- Diluizione solo se indicata in scheda tecnica, con percentuali coerenti per applicazione a rullo.
6) Primer: il cuore della protezione
Il primer svolge tre funzioni chiave:
- Protezione anticorrosiva (barriera contro umidità e agenti corrosivi).
- Adesione della finitura (evita distacchi e sfogliamenti).
- Uniformità (base omogenea per migliorare l’aspetto finale).
7) Mano di finitura: uniformità e resa estetica
Con la pitturazione a rullo la qualità è tecnica: passate incrociate, spessore costante, attenzione a bordi/spigoli/saldature.
- Prima passata orizzontale, seconda verticale.
- Non schiacciare eccessivamente: il rullo deve scorrere.
- Non tornare mai su zone che stanno asciugando.
- Rispettare tempi tra una mano e l’altra (troppo presto = bolle; troppo tardi = perdita adesione).
Checklist finale (quella che fa dormire tranquilli)
- Assenza totale di ruggine (anche puntiforme), soprattutto su spigoli e saldature.
- Copertura uniforme: niente “buchi”, niente differenze di tono.
- Assenza di colature e accumuli.
- Adesione corretta del film: niente bolle, niente sollevamenti.
- Spessore visivamente omogeneo (niente zone troppo lucide/spesse o troppo scariche).
Errori comuni che preveniamo (per evitare rifacimenti)
- Verniciare su metallo umido o con condensa.
- Coprire ruggine senza rimuoverla.
- Saltare il primer.
- Usare rulli non idonei (righe, bolle, residui).
- Non rispettare tempi e parametri ambientali (temperatura, umidità, correnti d’aria).
Vuoi valutare un intervento di pitturazione industriale?
Possiamo partire da un sopralluogo e dalla verifica del supporto (metallo, stato, condizioni). Poi definiamo insieme perimetro e ciclo (primer + finitura) con un metodo chiaro e controllabile.
Work Service — pitturazioni industriali su metallo con procedura, sicurezza e controlli finali.